
ในงานเจียระไนมีข้อผิดพลาดมักเกิดขึ้นเป็นครั้งคราว แม้กระทั่งกับผู้ผลิตที่มีความชำนาญแล้วก็ตาม พื้นผิวของชิ้นงานที่เจียบนเครื่องเจียระไนกลม ที่เกิดรอยตำหนิที่ไม่สม่ำเสมอหรือไม่เรียบวาวสวยงาม เราจะอธิบายข้อผิดพลาดที่เกิดในงานเจียระไนชิ้นงานแบบทรงกระบอก และวิธีกำจัดปัญหาเหล่านี้ให้หมดไป
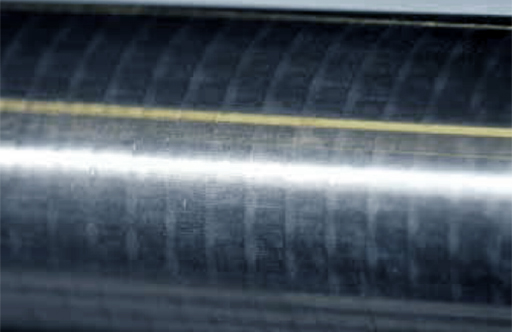
- ลายเส้นเกลียว (A thread pattern) บนผิวของชิ้นงาน ระยะพิทซ์ที่เกิดขึ้นจะสัมพันธ์กับอัตราป้อนของโต๊ะงานหรือของหินเจียระไน
สาเหตุเกิดจากผิวหน้าของล้อหินเจียระไนไม่ขนานกับการเคลื่อนที่ของโต๊ะงาน เพชรกรีดหิน(หรือเครื่องมือกรีดหิน) เกิดความร้อนและสึกหรอในขณะทำการกรีดหน้าหิน ให้ตรวจสอบการสึกหรอของเพชรกรีดหินและตรวจสอบการหล่อเย็นให้เหมาะสม

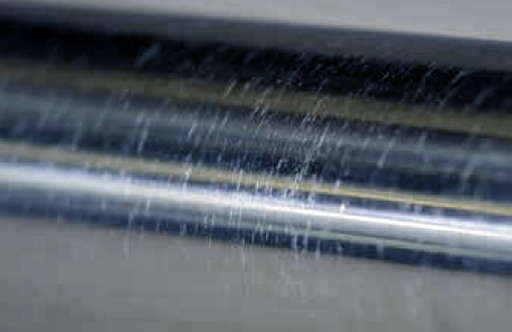
- ลายเส้นเอียง คล้ายรูปแบบเส้นเกลียวของสกรู (Angular marks) หรือมีลายเส้นแบบสม่ำเสมอบนชิ้นงาน ในหลายๆ กรณีจะมองเห็นได้ในบางสภาพของแสงหรือการกระทบของแสงที่เหมาะสมเท่านั้น
สาเหตุเกิดจากหน้าหินเป็นผิวลักษณะเส้นเกลียวหรือล้อหินไม่กลม ซึ่งเกิดจากการกรีดหน้าหินที่ผิดพลาด ส่งผลทำให้เกิดรอยตำหนิบนผิวของชิ้นงาน การแก้ไข ให้กรีดหน้าหินในทิศทางเดียวเท่านั้น และการลดความเร็ว (Dressing Feed) ในการกรีดหน้าหิน ก็จะลดปัญหานี้ได้เป็นอย่างมาก
- รอยเจีย (Grinding commas) พื้นผิวชิ้นงานมีรอยขีดข่วนสั้นๆ กระจาย และไม่สม่ำเสมอ
เกิดจากเศษวัตถุปนอยู่ในน้ำหล่อเย็นแล้วเข้าไหลเข้าไประหว่างผิวสัมผัสของหินเจียระไนกับชิ้นงาน ทำให้ผิวของชิ้นงานเป็นรอย ให้ตรวจสอบฟิวเตอร์ของน้ำหล่อเย็น ทำความสะอาดพวกผิวภายในเครื่อง โต๊ะงาน และตัวป้องกันที่ล้อเจียรอย่างสม่ำเสมอ
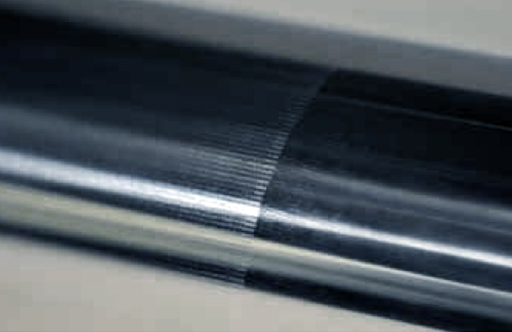
- ผิวสะท้าน (Chatter marks) เป็นรอยตำหนิที่ขนานกับแกนชิ้นงาน ที่กระจายไปเป็นแนวตามเส้นรอบวง อาจเกิดขึ้นเป็นบางส่วนหรือทั้งชิ้น
การแก้ไขเมื่อหยุดการเจียระไนแล้ว ให้ล้อหินหมุนต่อเนื่องโดยไม่มีน้ำหล่อเย็น จนแน่ใจว่าไม่มีน้ำหล่อเย็นตกค้างอยู่ภายในแล้ว ให้ตรวจสอบและแก้ไขการสมดุลล้อหิน (Balance) ในการกรณีที่ชิ้นงานยาวให้ใช้อุปกรณ์กันสะท้านช่วยในการจับยึด เพื่อลดอาการสั่นของชิ้นงานในขณะเจียระไน ตรวจสอบอัตราส่วนความเร็วของล้อกรีดหินกับล้อหิน Vr/Vs (dresser speed/wheel speed) ต้องเหมาะสม

- รอยเรียบ (Flat spots) มีรอยเรียบเล็กๆกระจายไปทั่วผิวหรือบางส่วนของชิ้นงาน รอยเส้นที่ขึ้นจะขนานกับแนวแกนชิ้นงาน
เกิดจากการสั่นสะเทือนจากอุปกรณ์ต่างๆในการทำงาน เช่นปั๊มน้ำมันหล่อลื่นหรือน้ำหล่อเย็น พัดลม เครื่องปั๊มโลหะหรือเครื่องจักรข้างเคียง หรือรถยก ทั้งในตัวเครื่องและภายนอกเครื่องจักร ให้ค้นหาแหล่งที่มาแล้วแก้ไขโดยการปรับสมดุล (Balance) หรือติดตั้งอุปกรณ์ในการลดแรงสั่นสะเทือนที่เกิดขึ้น
- รอยหินที่ทื่อ (Dull wheel) ผิวงานสำเร็จมีลักษณะเงาคล้ายกระจก และ/หรือ คงเหลือผิวไม่สม่ำเสมอจากการตัดเฉือนก่อนหน้า
การกรีดหน้าหินละเอียดเกินไป ทำให้เกิดเศษอุดตันในโพลงหรือหลุมหน้าเม็ดหิน หรือใช้เกรนเม็ดหินที่มีความละเอียดเกินไป แก้ไขด้วยการทำให้หน้าหินหยาบขึ้นโดยการเพิ่มความเร็วการกรีดหิน (Dressing feed) ตรวจสอบความสมบูรณ์ของอุปกรณ์กรีดหน้าหิน หรือ เลือกใช้ล้อหินที่มีความหยาบมากขึ้น

- รอยไหม้ (Burn marks) มีตำหนิที่เห็นได้ชัด ผิวงานมีการเปลี่ยนสีเป็นสีเหลืองหรือสีน้ำตาลในบางบริเวณ
เกิดจากความร้อนที่สูงเกินไปบนผิวของชิ้นงานในขณะเจียระไน อาจส่งผลทำให้เกิดรอยร้าวจากความเค้นแบบพลวัตได้ ให้ตรวจสอบและแก้ไขอัตราความเร็วการกรีดหินและอัตราความเร็ว qs (ล้อหินต่อชิ้นงาน) ให้ปรับปรุงการจ่ายหล่อเย็นให้ดีขึ้นหรือเพิ่มสัดส่วนปริมาณของน้ำมันในน้ำหล่อเย็นให้สูงขึ้น เลือกใช้เกรดหินที่อ่อนลงหรือล้อหินที่มีความพรุนสูงขึ้น
ท่านต้องการข้อมูลเพิ่มเติมใช่ไหม?
ตัวอย่างด้านบน เป็นเพียงการยกตัวอย่างของข้อบกพร่องของชิ้นงานที่อาจจะเกิดขึ้นในการเจียระไน และสามารถแก้ไขได้อย่างรวดเร็ว แต่หากคุณต้องการรับข้อมูลเพิ่มเติม ทางบริษัท W.P.P. Engineering ผู้นำทางด้านเครื่องจักรเพื่ออุตสาหกรรมเครื่องมือตัด ยินดีช่วยเหลือและให้คำปรึกษา พร้อมนำเสนอโซลูชั่นที่เหมาะสมแก่องค์กรของคุณ โดยทีมงานผู้เชี่ยวชาญ ทางด้านฝ่ายขาย ช่างเทคนิค และฝ่ายบริการลูกค้าหลังการขายอย่างมืออาชีพ คลิกที่นี่ เพื่อติดต่อเรา หรือติดต่อเราผ่านทางโทรศัพท์ 02-136-4260
บทความนี้ แปลจาก Typical Grinding Errors – And How to Eliminate Them. โดย United Grinding